
+
微信號:語言切換+微信彈窗


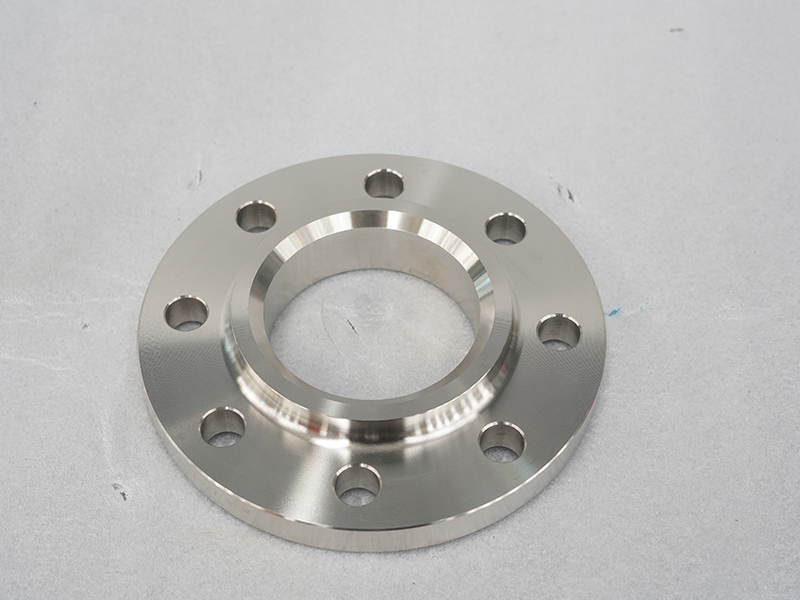
C4鋼法蘭用電弧焊焊接對接接頭時,通常根據(jù)焊接板厚確定是否預(yù)留間隙、間隙大小以及所開坡口的形式。C4鋼設(shè)備廠家介紹C4鋼材料在其他條件一定時,坡口或間隙的尺寸越大,所焊出焊縫的余高越小,相當于焊縫位置下降,此時熔合比減小。
因此,留間隙或開坡口可用來控制余高的大小和調(diào)整熔合比。留間隙與不留間隙開坡口相比,兩者的散熱條件有些不同,一般來說開坡口的結(jié)晶條件較為有利。


掃碼查看手機端






 網(wǎng)站首頁
網(wǎng)站首頁
 產(chǎn)品中心
產(chǎn)品中心
 添加微信
添加微信
 電話咨詢
電話咨詢